Если у вас есть необходимость в отжиге металлов, создании керамики, плавке цветных и том числе драгоценных металлов, можете соорудить себе вот такую простую печь. Большинство подобных печей стоит кучу денег, по словам автора, в его регионе цены находятся в районе 600-12000 $ за печь. В нашем же случае печь обошлась всего в 120 $, не считая регулятора температуры. Эта небольшая печь может выдавать температуру в районе 1100 o C.
Собирается самоделка просто, все детали стоят не дорого, а еще их можно быстро заменить при неисправности печи.
Некоторые умельцы умудряются изготавливать в таких печах обручальные кольца, различные талисманы, кастеты и многое другое.
Материалы и инструменты для самоделки:
Материалы:
- болты и гайки (8x10, 1/4 дюйма);
- семь огнеупорных кирпичей (они должны быть мягкими, так как в них нужно будет проделать канавки, размеры 4 1/2" x 9 "x 2 1/2");
- уголок для создания рамы;
- квадратный лист металла для двери (автор использовал алюминий);
- нагревательный элемент (можно купить для печи уже готовые спирали, или же намотать свою собственную из нихрома)
- жаропрочные винты-контакты для крепления спирали;
- кусок хорошего кабеля (должен выдерживать как минимум 10А).
Из инструментов:
- ручной бур с подходящей насадкой для вырезки канавок в кирпиче;
- гаечный ключ;
- плоскогубцы;
- ножовка;
- дрель;
- кусачки и другое.
Процесс изготовления самодельной печи:
Шаг первый. Делаем канавки
Сперва нужно определиться с тем, какой ширины спираль, в зависимости от этого определяется глубина и ширина будущих канавок в кирпичах. Далее их нужно нарисовать на кирпиче карандашом. У автора канавки имеют форму в виде буквы «U», всего канавки такой формы две штуки, то есть вырезаны на двух кирпичах. На том кирпиче, который будет находиться в задней части печи, нужно проделать две параллельные канавки как на фото. В итоге после сборки печи, спираль получит примерно «П»-образную форму.

Шаг второй. Установка нагревательного элемента
Перед установкой нагревательного элемента нужно собрать кирпичи, определившись с размерами печи. Скорее всего, кирпичи, которые идут на пол печи, придется резать, так как два таких кирпича будет образовывать слишком большое дно. Отрезать их можно болгаркой с диском по бетону, ну или даже обычным отрезным диском.



Ну а далее можно устанавливать спираль. Скорее всего, ее предварительно нужно растянуть до нужной длины. Если спираль вы будете наматывать сами, то нужно рассчитать, какой длины и толщины должна быть проволока, в интернете для этого есть масса информации.
Ну а далее можно укладывать печь в канавку. Для фиксирования спирали автор использует металлические скобки, под которые в кирпиче нужно будет проделать отверстия. Особое внимание нужно уделить подключению спирали к проводу. Здесь должны использоваться специальные винты с керамическими шайбами, причем винты нужно брать подлиннее. В противном случае будет либо постоянно гореть и вонять изоляция провода, или он вовсе будет постоянно гореть из-за высокой температуры.
Наш народ научился делать такие контакты из старых автомобильных свечей, когда использовались древние электрические плитки с открытой спиралью.
Особое внимание следует уделить выбору материала, из которой делается спираль. От этого будет зависеть максимальная температура, которую может выдать печь. Спираль должна выдерживать большие температурные нагрузки. Для таких целей автор выбрал провод типа NiCr. Большая часть таких проводов рассчитана на температуру порядка 1340 о С. Если вам требуются более высокие температуры, то можно выбрать и другие виды провода, которые для этого подходят.
Шаг третий. Делаем раму печки
Для создания рамы понадобится уголок, можно использовать сталь или алюминий. Четыре куска алюминия образуют ножки, а еще два идут в нижнюю часть и поддерживают вес всех кирпичей. Можно использовать для создания нижней опоры не два уголка, а четыре. Впрочем, это не обязательно, в итоге конструкция все равно стягивается болтами с гайками, эти болты и удерживают кирпичи внизу.
В верхней части печи нужно будет уложить также два или полтора кирпича, как и внизу. Ну а как все собирается, можно детально увидеть на фото.

Шаг четвертый. Делаем дверь
Для создания двери нужен будет лист металла, автор использовал алюминий. Сперва на листе нужно нарисовать квадрат или четырехугольник, в зависимости от размеров и формы двери. Далее этот квадрат нужно еще обвести по кругу, отступив нужно расстояние для крепления огнеупорного материала. Ну а потом по углам вырезать куски, как видно на фото.
В качестве огнеупорного материала авто использовал плиту Kaowool. Ее нужно отрезать по размеру нарисованного ранее квадрата. Ну а далее плита укладывается на лист, а оставшиеся края листа загибаются, тем самым они удерживают плиту.




Вот и все, теперь дверь нужно шарнирно прикрепить винтами с гайками к печи, просверлив пару отверстий. В качестве изоляционного материала можно использовать и другие комплектующие. Защелку для двери можно делать, а можно нет.
Шаг пятый. Подаем электричество
Для подключения спирали нужно использовать хороший провод с толстой жилой, который может выдержать как минимум 10А. Помимо всего прочего, печь подключается через регулятор, он позволит поддерживать температуру в заданном состоянии. Также нужен будет печной градусник, по которому можно будет более точно следить за температурой в печи.
Муфельная печь для расплава или закалки металлических изделий – прибор, позволяющий домашнему мастеру выполнить определенную работу. Простой агрегат, способный работать на разных видах топлива, для самостоятельного изготовления достаточно обладать навыками выполнения слесарных и электросварочных работ.
Свернуть
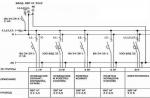
Устройство и схема
Устройство муфельной печи для плавки металла состоит из:
- в большинстве случаев стального корпуса. Для домашнего использования лучше выполнить его из жаростойкого металла или нержавейки. Но можно использовать конструкционную сталь. Толщина листа 1,5-2 мм;
- слоя внутренней теплоизоляции. Для домашних печей используют шамотный кирпич или другой теплоизоляционный материал, выдерживающий температуры нагрева до 1000 0 — 1200 0 ;
- стальной корпус можно обложить наружным слоем керамических плиток или огнеупорным кирпичом;
- электрических или газовых нагревательных элементов. Газовые горелки лучше приобретать в специализированных магазинах. Электрическая печь может оснащаться самодельными спиралями из нихрома или фехраля. Толщина проволоки – 1 мм. Фехралевая проволока дешевле, но она уступает нихрому по уровню сопротивлению воздействия агрессивной среды и долговечности спирали;
- системой автоматического или ручного управления работой техники. Установив тепловые датчики вы сможете легко управлять температурным режимом и временем поддержания заданной температуры.
Вывод
Самодельные или промышленные печи для закаливания металла или его плавления – все эти конструкции должны обеспечивать безопасность и комфортность в работе с нагревательными приборами. Сделать конструкцию самостоятельно несложно, справиться сможет даже новичок. Главное внимательно и ответственно выполнять все рекомендации и правила выполнения работ.
←Предыдущая статья Следующая статья →Алюминиевые сплавы обладают невысокой температурой плавления и хорошей обрабатываемостью деталей. А в хозяйстве всегда найдётся много алюминиевого лома.
Поэтому алюминий часто плавят в домашних условиях для замены нестандартных или мелких частей механизмов: отливают болванку, а после обрабатывают её на токарном станке. Иногда из алюминия своими руками изготавливают сувениры и небольшие предметы интерьера.
Устройство плавильной печи
Самодельные печи для плавки алюминия состоят из корпуса — металлического цилиндра (2), облицованного огнеупором (шамотом с песком или бетоном). Внутри шахты находится древесный уголь (8) , служащий топливом. В него устанавливается тигель (3) — ёмкость, в которой будет плавиться металл. Тиглем может быть толстая консервная банка, чайник или любая ёмкость из нержавеющей стали.

В нижней части шахты (6) сделано отверстие для нагнетания воздуха (7) через решетчатое основание (4) , что позволяет поддерживать горение и регулировать температуру в печи.
В качестве нагнетателя применяют фен или трубу пылесоса. Заслонка (5) необходима для отведения излишнего воздуха.
Для печей ёмкостью несколько десятков килограммов нужна крышка (1) для быстрого и равномерного прогревания металла. В маленьких печах можно обойтись без неё.
Элементы печи не должны деформироваться и плавиться при нагреве. Поэтому использование алюминиевых корпусов, трубок и тиглей недопустимо. Лучше всего для постройки конструкции взять стальные или чугунные детали.
Справка. В качестве топлива для плавки алюминия используют также природный газ или электроэнергию .
Как сделать печь для плавки металла?
Создание небольшого агрегата, позволяющего расплавить несколько килограмм алюминиевого лома — задача несложная. Для выкладки печи на садовом участке потребуются следующие материалы :

- красные кирпичи — 20—25 шт. ;
- высокая консервная банка — 1 шт. ;
- гриль-решётка — 1 шт. ;
- сушильный фен — 1 шт. ;
- кусок трубы , по диаметру подходящий к выходному отверстию фена — 1 шт. ;
- моток изоленты ;
- отрезок стальной проволоки длиной 30—50 см ;
- уголь для розжига (количество зависит от того, сколько алюминия нужно расплавить).
Кирпичи будут являться одновременно и корпусом, и огнеупорным покрытием печи, консервная банка выполнит роль тигля. В верхней части банки делаются два отверстия напротив друг друга, и через них продевается проволока . За неё можно будет поднять и вытащить тигель с расплавом из печи. Воздух будет подаваться от включённого в режиме холодного воздуха фена. К выходному отверстию фена необходимо скотчем или изолентой примотать кусок трубы — это и будет воздухопровод.
Такая простая схема печи удобна тем, что инструментов для её создания фактически не требуется, все выполняется руками.
Важно! Не использовать для печи элементы с цинковым покрытием , т. к. при плавке алюминия будут выделяться токсичные пары цинка.
План установки кирпичного колодца
- Выкладывается один ряд кирпичей в виде прямоугольного колодца . Внутренние габариты отверстия должны составлять примерно длину и ширину одного кирпича . На одной из сторон два кирпича выкладываются так, чтобы образовать коридор для воздуховода. Ширина коридора равна диаметру трубки для подачи воздуха.
- На выложенный ряд устанавливается решётка . Вместо решётки от гриля можно использовать любую металлическую крышку или пластину с отверстиями для подачи воздуха.
- На решётку выкладывается второй ряд кирпичей, уже без зазора для воздуховода.

Фото 1. Законченный кирпичный колодец для плавильной печи. Края усилены металлическими полосами, видно отверстие воздуховода.
- Создаётся воздуховод . К фену скотчем или изолентой приматывается кусок трубы . Для обеспечения прочности конструкции место соединения оборачивается плотной бумагой , а потом соединяется клейкой лентой . Изолента — более эластичный материал по сравнению со скотчем, поэтому работать с ней удобнее. Также скотчем на фене фиксируется кнопка подачи холодного воздуха. Готовый механизм подводится к нижнему ряду кирпичей.
- В печной колодец на решётку насыпается и растапливается уголь для розжига. Включается фен, который активизирует процесс горения.
Совет. Интенсивность подачи воздуха можно регулировать, изменяя режим работы фена , а также расстояние между трубой и окном для воздуховода.
- Консервная банка устанавливается на верхний ряд кирпичей за продетую в неё проволоку. Подобно котелку над костром, она висит над решёткой.
- После растопки печи и установки тигля третьим рядом кладутся ещё два кирпича так, чтобы из прямоугольного отверстия получить квадратное. Это зафиксирует банку внутри корпуса и быстрее разогреет печное пространство.
После разогрева банки в неё можно загружать лом для переплава. Признаком прогрева банки служит её покраснение.
Принцип устройства и работы такой печи очень прост и не вызывает трудностей. Однако всегда стоит помнить о технике безопасности :
- работать в огнеупорных перчатках;
- избегать попадания воды в расплав;
- не использовать материалы, содержащие токсичные вещества.
Вам также будет интересно:
Конструкция из двух банок

Другой разновидностью самодельной печи для плавки алюминия является конструкция из двух больших банок . Одна из них служит корпусом , в котором вырезается отверстие для подачи воздуха, а дно второй банки с отверстиями служит рассекателем .
Внутрь банок устанавливается тигель.
Такой аппарат очень компактен , и небольшие объёмы металла можно плавить даже в проветриваемом гараже. Однако конструкция не отличается устойчивостью и огнеупорностью , и прослужит лишь несколько циклов.
Возможные проблемы и их решение
Небрежно собранный аппарат приводит к неэффективной работе печи и делает её опасной для использования. Вот несколько моментов, на которые следует обратить внимание:
- Щели и зазоры в кирпичном корпусе. Их могут образовывать сколы на кирпичах или неплотное прилегание огнеупоров друг к другу. Зазоры снижают КПД топлива, уменьшают интенсивность и температуру горения. Алюминий в тигле может просто не расплавиться.
Поэтому после выкладывания каждого ряда проводится визуальная проверка на наличие отверстий. Дыры замазываются песчано-глинистой смесью или закрываются огнеупорным материалом .

Бетонный раствор рекомендуется использовать лишь в случае стационарного агрегата, который не планируется разбирать. Но не следует использовать асбестовые листы и крошку в местах нагрева печи, т. к. этот материал является канцерогеном.
- Нарушение горизонтального уровня постройки. Перекос снижает устойчивость конструкции и создаёт условия для неравномерного распределения угля. Как следствие — неравномерный прогрев тигля и металла в нём.
Выкладка каждого, особенно нижнего ряда кирпичей контролируется уровнем . Также горизонтальность можно проверить, поставив на решётку банку с водой . На ровной поверхности верхняя кромка воды будет параллельна краю банки.
ПЛAВИЛЬНAЯ ПEЧЬ - это устройство, предназначенное для плавки шихты черного или цветного металла. Преимущества в том, что плавильная масса отлично перемешивается, если используется индукционная плавильная печь для плавки металла, за счет действия вихревых электрических токов. Нужна плaвильнaя пeчь с хорошими характеристиками? ZAVODRR - транзисторные, тиристорные печи для меди, чугуна, алюминия, стали на 5 - 5000 кг.
Как устроены плaвильные пeчи?
Как устроены плавильные печи? ПЛАВИЛЬНЫЕ ПЕЧИ - это хороший способ переплавлять как черные, так и цветные металлы, такие как алюминий, сталь, чугун, нержавейка, медь. Индукционные плавильные печи имеют не сложное устройство, работают под силой электромагнитного поля, способны равномерно перемешивать металл во время плавки. На индукционных печах имеется крышка, и устройство для слива металла в литейный ковш . Компания РОСИНДУКТОР предлагает плавильные печи транзисторного или тиристорного исполнения на редукторе и гидравлики.
Преимущество печей на редукторе это возможность ручного (аварийного) слива металла, гидравлики - это плавность наклона плавильного узла. Плавильные печи поставляются с одним или двумя плавильными узлами, внутри каждого плавильного узла располагается индуктор. Индуктор выполнен в виде медной катушки состоящей из множества витков, трубка может быть как круглого, так и прямоугольного сечения.
Охлаждение плавильного узла производится при помощи чиллера или градирни . Во время плавки металла необходимо охлаждать два контура: реактор (располагается внутри тиристорного преобразователя) и сам индуктор плавильного узла. Плавильный узел имеет два варианта тигиля: графитовый и футерованный (выполняется вручную из футерованной смеси). Графитовые тигиля используются для переплавки цветных металлов, для черных металлов используют футеровку.
 Нижний-Новгород
Нижний-Новгород
 Челябинск
Челябинск
 Красноярск
Красноярск
 Минск Белоруссия
Минск Белоруссия
 Челябинск
Челябинск
 Пермь
Пермь
 Курган
Курган
 Челябинск
Челябинск
 Москва
Москва
 Оренбург
Оренбург
 Казань
Казань
 Волгоград
Волгоград
 Челябинск
Челябинск
 Челябинск
Челябинск
 Луганск
Луганск
 Ульяновск
Ульяновск
 Челябинск
Челябинск
 Архангельск
Архангельск
Плавильные печи - транзисторные
 Транзисторная индукционная плавильная печь предназначена для шихты черных и цветных металлов.. Она произведена базе среднечастотного индукционного нагревателя, который собран при помощи MOSFET транзисторов и IGBT модулей, что позволяет экономить на электроэнергии до 35%, имея высокий КПД 95%.
Транзисторная индукционная плавильная печь предназначена для шихты черных и цветных металлов.. Она произведена базе среднечастотного индукционного нагревателя, который собран при помощи MOSFET транзисторов и IGBT модулей, что позволяет экономить на электроэнергии до 35%, имея высокий КПД 95%.
Индукционные плавильные печи на базе транзисторов подходят небольшим промышленным литейным предприятиям, которым необходимо переплавлять небольшое количество металла. Из преимущества плавильных печей можно отметить их мобильность и простоту обслуживания, так как они используют графитовый тигель, поэтому экономиться время на изготовление футеровки и ее сушки.
 Компания Росиндуктор предлагает купить индукционные плавильные печи LEGNUM (Тайвань), эти печи являются самыми популярными среди российских покупателей. Тиристорная индукционная плавильная печь Legnum поставляются в двух модификациях на гидравлике и редукторе, основными покупателями являются средние и крупные плавильные производства с производительность от 2000 тонн/год.
Компания Росиндуктор предлагает купить индукционные плавильные печи LEGNUM (Тайвань), эти печи являются самыми популярными среди российских покупателей. Тиристорная индукционная плавильная печь Legnum поставляются в двух модификациях на гидравлике и редукторе, основными покупателями являются средние и крупные плавильные производства с производительность от 2000 тонн/год.
 В комплекте поставки индукционной плавильной печи идут два плавильных узла, они устанавливаются на заранее подготовленный фундамент. Главными преимуществами является экономичность в среднем на 20-30% экономичнее любых других аналогов представленных на Российском рынке, надежность, современный дизайн и доступная цена. Росиндуктор поставляет индукционные плавильные печи не только во все регионы РОССИИ, а так же страны бывшего СНГ. Обратившись в нашу компанию, будьте уверены индукционная плавильная печь, которую вы покупаете, имеет гарантированно лучшую цену, качество, надежность и условия поставки.
В комплекте поставки индукционной плавильной печи идут два плавильных узла, они устанавливаются на заранее подготовленный фундамент. Главными преимуществами является экономичность в среднем на 20-30% экономичнее любых других аналогов представленных на Российском рынке, надежность, современный дизайн и доступная цена. Росиндуктор поставляет индукционные плавильные печи не только во все регионы РОССИИ, а так же страны бывшего СНГ. Обратившись в нашу компанию, будьте уверены индукционная плавильная печь, которую вы покупаете, имеет гарантированно лучшую цену, качество, надежность и условия поставки.

Преимущества плавки металла в плавильных печах является экономичность. Это происходит из-за выделения большого количества тепла при нагреве металла, поэтому печи потребляют относительно не большую мощность. Если делать сравнение между транзисторными и тиристорными печами, то первые экономичнее на 25%, но их стоимость при одинаковой мощности заметно выше. Самые распространённые печи с температурой плавки 1650 °C, при этой температуре можно расплавить любую не тугоплавкую шихту.

Вовремя плавки металла управление печью происходит механическим способом или дистанционно. В обоих случаях управлять процессом должен обученный персонал, имеющий соответствующие разрешения и допуски. Компания Росиндуктор выполняет работы по настройке преобразователей, устранению неисправностей и поддержке плавильного оборудования в рабочем состоянии.
При выборе плавильной печи необходимо задуматься о выборе тигиля. От этого зависит какой металл будет плавиться и сколько плавок он сможет выдержать. В среднем тигель выдерживает от 20 до 60 плавок. Для долгой службы тигиля надо использовать качественные и надежные материалы. Время плавки металла занимает не более 50 минут, на разогретой плавильной печи, поэтому печь небольшого объема и мощности может иметь высокую производительность.
В комплекте поставки плавильные печи включают в себя основные элементы: тиристорный или транзисторный преобразователь частоты, плавильные узлы, конденсаторные батареи, шаблоны, водоохлаждаемые кабеля, пульты управления, системы охлаждения.
 Индукционная плавильная печь 5 - 5000 кг
Индукционная плавильная печь 5 - 5000 кг
Индукционная плавильная тигельная печь на 5 - 5000 кг плавки, в легком корпусе из алюминиевого сплава, с ТПЧ и редуктором наклона. Индукционная тигельная печь с тиристорным преобразователем предназначена для плавки черных и цветных металлов на литейных заводах. Печь используется для нагрева расплава меди, стали и чугуна. Круглосуточный режим работы печи возможен при необходимости.
Плaвильныe печи для алюминия

Плавильные печи для алюминия имеют свои особенности, ведь температура плавления у алюминия составляет 660 °C, (390 кДж/кг). При выборе печи под алюминий вы должны знать, что тиристорный преобразователь не должен быть мощный, а сам плавильный узел отличается своими размерами от узла для стали или меди в 2-3 раза. Соответственно не рекомендуется в нем производить плавки других металлов.
Плавить алюминиевые сплавы можно в печах с нефтяным, газовым и электрическим обогревом, в пламенных отражательных печах, но самый качественный металл и высокая скорость получается при плавке в индукционных плавильных печах, за счет однородного состава шихты, которая отлично перемешивается в индукционном поле.
Плaвильныe печи для стали

Плавильные печи нагреваются до своей максимальной температуре при плавки стали 1500 - 1600 °С и сопровождается сложными физико-химическими процессом. При переплавке стали, необходимо снизить содержания кислорода, серы и фосфора, образующих оксидные и сульфидные элементы, который снижают качество стали.
Особенность плавки стали в плавильных печах является использование футеровочных смесей, в отличие от плавки меди, где применяется графитовый тигель. Плавильные печи хорошо перемешивают металл, за счет индукционного поля, которое выравнивает химический состав стали.
Указанные выше преимущества, отлично подходят при выплавке легированных сталей, с минимальными потерями легирующих элементов: вольфрама - около 2%, марганца, хрома и ванадия - 5 - 10%, кремния - 10 - 15%, учитывая дефицитность и высокую стоимость легирующих элементов.
Плавка стали имеет следующие особенности и преимущества:
- Самые важные отливки плавятся, используя метод окисления, ведь во время кипения металла, удаляются все неметаллические включения, и происходит понижение содержания фосфора. Состав шихты берется лома углеродистых сталей или чугуна, для получения среднего содержания углерода 0,5 %;
- Если вы собираетесь плавить сталь с высоким содержанием марганца, алюминия, хрома надо выбирать кислую футеровку, ведь стойкость тигля будет в два раза выше;
- Перед началом плавки тигель забивается металлом, но верх не следует забивать плотно, это может привести к образованию сводов и соответственно угару металла, так как шихта будет осаживаться во время плавки нижних кусков;
- Время плавки стали составляет от 50-70 минут, в зависимости от разогрева плавильного узла;
- Плавильные печи для стали, имеют высокую производительность при производстве отливок небольшой массы и размера.

Медь, медные сплавы, бронза, латунь можно расплавить во всех плавильных печах, где поддерживается температурный режим 1000 - 1300 °С. Однако предпочтительнее использовать индукционные плавильные печи, так как одна плавка в них не будет превышать 40 минут. Медь, которую сегодня используют в России, не отличается особой чистотой. Обычно она содержит следующие примеси: железо, никель, сурьма, мышьяк. Чистым металлом считается медь с содержанием примесей 1%.
Основное важное качество металла - это высокие показатели электропроводности и теплопроводности. Этим обуславливается невысокая температура для плавки. Температура плавки меди - 1084°С. Медь является достаточно гибким металлом, который широко используют в различных технических отраслях промышленности, вот некоторые ее особенности:
- Плавить медь можно в открытой среде, в вакууме и в среде защитных газов;
- В вакууме плавят медь для получения бескислородной меди, с возможностью понизить O (Oxygenium) кислород практический до нуля 0,001 %;
- Основная шихта при получении бескислородной меди это катодные листы 99,95 %, перед тем как загрузить листы в печь необходимо их разрезать, промыть и просушить от электролита;
- Футеровка плавильной печи выше уровня металла делают из магнезита;
- Чтобы избежать окисления, плавка ведется с применением древесного угля, флюсов, стекла и других компонентов.
Индукционная печь для плавки металла
Индукционная печь для плавки металла нагревает шихту металла токами высокой частоты (ТВЧ) в индуцируемом электромагнитном поле под воздействием вихревых электрических токов. Плавильные печи тратят большое количество электроэнергии, поэтому мы предлагаем печи не только с тиристорным преобразователем , но и экономичным транзисторным . Печь использует футеровку или графитовый тигель, в обоих случаях их хватает только на 20-40 плавок. Высокая температура плавления, позволяет производить одну плавку металла за 50 минут.
ZAVODRR - печи для плавки металлов от российских, азиатских и европейских производителей с емкостью тигля от 1 до 10 000 кг. Поставка, монтаж, запуск и не дорогое обслуживание печей.
Давайте рассмотрим особенности печей для плавки черных, цветных и драгоценных металлов:
- Печь для плавки алюминия (плавка алюминия в печах производится при температуре 660 °C, температура кипения 2400 °C, плотность 2698 кг/см³);
- Печь для плавки чугуна (плавка чугуна 1450 - 1520 °C, плотность 7900 кг/м³);
- Печь для плавки меди (плавка меди 1083°C, температура кипения 2580°C, плотность 8920 кг/см³);
- Печь для плавки золота (плавка золота 1063°C, температура кипения 2660°C, плотность 19320 кг/см³);
- Печи плавки серебра (плавка серебра 960°C, температура кипения 2180°C, плотность 10500 кг/см³);
- Печь для плавки стали (плавка стали в печах 1450 - 1520 °C, плотность 7900 кг/м³);
- Печь плавки железа (плавка железа 1539°C, температура кипения 2900°C, плотность 7850 кг/м3);
- Печи для плавки титановых сплавов (плавка титана 1680°C, температура кипения 3300°C, плотность 4505 кг/м³);
- Печь для плавки свинца (плавка свинца в печах 327°C, температура кипения 1750°C, плотность 1134 кг/см³);
- Печь плавки латуни (плавка латуни в печах 880—950 °C. плотность 8500 кг/м³);
- Печи плавки бронзы (плавка бронзы в печах, 930—1140 °C 8700 кг/м³).
Индукционные печи применяются для выплавки металлов и отличаются тем, что нагрев в них происходит посредством электрического тока. Возбуждение тока происходит в индукторе, а точнее в непеременном поле.
В подобных конструкциях энергия превращается несколько раз (в данной последовательнос ти):
- в электромагнитную;
- электрическую;
- тепловую.
Подобные печи позволяют использовать тепло с максимальной эффективностью, что неудивительно, ведь они – наиболее совершенные из всех существующих моделей, работающих на электроэнергии.
Обратите внимание! Индукционные конструкции бывают двух типов – с сердечником или без него. В первом случае металл помещается в трубчатый желоб, который располагается вокруг индуктора. Сердечник размещен в самом индукторе. Второй вариант называют тигельным, т. к. в нем металл с тиглем находятся уже внутри индикатора. Разумеется, ни о каком сердечнике в данном случае речи быть не может.
В сегодняшней статье речь пойдет о том, как изготавливается индукционная печь своими руками .
Среди многочисленных преимуществ стоит выделить следующие:
- экологическую чистоту и безопасность;
- повышенную однородность расплава благодаря активному перемещению металла;
- быстродействие – печь можно использовать практически сразу после включения;
- зонную и фокусированную направленность энергии;
- высокую скорость плавления;
- отсутствие угара от легирующих веществ;
- возможность регулировки температуры;
- многочисленные технические возможности.
Но есть и свои минусы.
- Шлак нагревается от металла, вследствие чего обладает низкой температурой.
- Если шлак холодный, то из металла очень сложно удалить фосфор и серу.
- Между катушкой и плавящимся металлом магнитное поле рассеивается, поэтому потребуется уменьшение толщины футировки. Это в скором времени приведет к тому, что сама футировка выйдет из строя.
Видео – Печь индукционная
Промышленное применение
Оба варианта конструкции используются при выплавке чугуна, алюминия, стали, магния, меди и драгоценных металлов. Полезный объем подобных конструкций может составлять как несколько килограмм, так и несколько сотен тонн.
Печи промышленного назначения делятся на несколько типов.
- Конструкции средней частоты обычно используются в машиностроении и металлургии. С их помощью плавится сталь, а при использовании графитовых тиглей и цветные металлы.
- Конструкции промышленной частоты применяются при выплавке чугуна.
- Конструкции сопротивления предназначаются для плавки алюминия, алюминиевых сплавов, цинка.
Обратите внимание! Именно технология индукции легла в основу более популярных приборов – микроволновых печей.
Бытовое применение

Ввиду очевидных причин индукционная печь для плавки нечасто используется в быту. Зато технология, описываемая в статье, встречается практически во всех современных домах и квартирах. Это и упомянутые выше микроволновки, и индукционные плиты, и электродуховки.
Рассмотрим, к примеру, плиты. Они нагревают посуду за счет индукционных вихревых токов, вследствие чего разогрев происходит практически мгновенно. Характерно, что включить конфорку, на которой нет посуды, невозможно.
КПД индукционных плит достигает 90%. Для сравнения: у электроплит он составляет примерно 55-65%, а у газовых – не более 30-50%. Но справедливости ради стоит заметить, что для эксплуатации описываемых плит требуется специальная посуда.
Самодельная индукционная печь

Не так давно отечественные радиолюбители наглядно продемонстрирова ли, что индукционную печь можно сделать самому. Сегодня существует масса различных схем и технологий изготовления, мы же привели лишь самые популярные из них, а значит, самые эффективные и простые в выполнении.
Индукционная печь из высокочастотного генератора
Ниже приведена электрическая схема для изготовления самодельного прибора из высокочастотного (27,22 мегагерца) генератора.
Помимо генератора, при сборке потребуются четыре электролампочки высокой мощности и тяжелая лампа для индикатора готовности к работе.
Обратите внимание! Главным отличием печи, сделанной по этой схеме, является ручка конденсатора – в данном случае она располагается снаружи.
Помимо того, металл, находящийся в катушке (индукторе), расплавится в приборе самой незначительной мощности.
При изготовлении необходимо помнить о некоторых важных моментах, влияющих на скорость правления металла. Это:
- мощность;
- частота;
- вихревые потери;
- интенсивность теплопередачи;
- потери на гистерезисе.
Устройство будет питаться от стандартной сети в 220 В, но с предварительно установленным выпрямителем. Если печь предназначается для обогрева помещения, то рекомендуется использовать нихромовую спираль, а если для плавки, то графитовые щетки. Ознакомимся с каждой из конструкций более детально.
Видео – Конструкция из сварочного инвертора
Суть конструкции в следующем: устанавливается пара графитовых щеток, а между ними засыпается порошковый гранит, после чего осуществляется подводка к понижающему трансформатору. Характерно, что при выплавке можно не опасаться удара током, т. к. нет необходимости в использовании 220 В.

Технология сборки
Шаг 1. Собирается основа – бокс из шамотного кирпича размером 10х10х18 см, уложенный на огнеупорную плитку.
Шаг 2. Бокс отделывается асбестокартоном. После смачивания водой материал смягчается, что позволяет придавать ему любую форму. При желании конструкцию можно обмотать стальной проволокой.
Обратите внимание! Размеры бокса могут варьироваться в зависимости от мощности трансформатора.
Шаг 3. Оптимальный вариант для печи на графите – трансформатор от сварочного аппарата мощностью 0,63 кВт. Если трансформатор рассчитан на 380 В, то его можно перемотать, хотя многие опытные электрики утверждают, что можно оставить все как есть
Шаг 4. Трансформатор обматывается тонким алюминием – так конструкция не будет сильно греться при эксплуатации.
Шаг 5. Устанавливаются графитовые щетки, на дно бокса устанавливается глиняная подложка – так расплавленный металл не будет растекаться.

Основным преимуществом такой печи является высокая температура, которая подходит даже для плавки платины или палладия. Но среди минусов – быстрый нагрев трансформатора, небольшой объем (за один раз можно выплавить не больше 10 г). По этой причине для плавки больших объемов потребуется иная конструкция.

Итак, для выплавки больших объемов металла потребуется печь с нихромовой проволокой. Принцип работы конструкции достаточно прост: электрический ток подается на нихромовую спираль, та нагревается и плавит металл. В Сети есть масса различных формул для расчета длины проволоки, но все они, в принципе, одинаковые.
Шаг 1. Для спирали используется нихром ø0,3 мм длиной порядка 11 м.
Шаг 2. Проволоку необходимо намотать. Для этого понадобится прямая медная трубка ø5 мм – на нее и наматывается спираль.

Шаг 3. В качестве тигля используется небольшая керамическая труба ø1,6 см и длиной в 15 см. Один конец трубы затыкается асбестовой нитью – так расплавленный металл не будет вытекать.

Шаг 4. После проверки работоспособност и спираль укладывается вокруг трубы. При этом между витками кладется та же асбестовая нить – она предотвратит замыкание и ограничит доступ кислорода.
Шаг 5. Готовая катушка помещается в патрон от лампы высокой мощности. Такие патроны обычно керамические и имеют необходимый размер.

Преимущества подобной конструкции:
- высокая производительнос ть (до 30 г за один заход);
- быстрый нагрев (порядка пяти минут) и долгое остывание;
- удобство в эксплуатации – металл удобно разливать в формочки;
- оперативная замена спирали в случае перегорания.
Но есть, разумеется, и минусы:
- нихром перегорает, особенно если спираль плохо изолирована;
- небезопасность – устройство подключается к электросети 220 В.
Обратите внимание! Нельзя добавлять в печку металл, если там уже расплавлена предыдущая порция. В противном случае весь материал разлетится по помещению, более того, он может травмировать глаза.
В качестве заключения

Как видим, индукционную печь все же можно сделать своими силами. Но если быть откровенным, описанная конструкция (как и все, имеющиеся в Интернете) – это не совсем печь, а лабораторный инвертор Кухтетского. Собрать же полноценную индукционную конструкцию в домашних условиях попросту невозможно.